您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-05-30 12:03
TOFD检测技术起源于英国的Harwell实验室,最早作为一种缺陷精确定量的工具应用在英国的核电领域。随着TOFD检测技术的逐步成熟,其检测速度快、不受缺陷走向影响等优点也逐渐被熟知,进而发展为一项独立的超声无损检测技术。
随着技术的发展,国内外涌现出了不少针对焊缝的TOFD检测方法标准及验收标准,比较有代表性的有ISO 10863-2020《焊缝无损检测-超声检测-衍射时差法技术》、ISO 15626-2018《焊缝无损检测技术-衍射时差法技术-验收等级》、ASTM E2373-2004《超声波衍射时差技术》、ASME BPVC CC BPV-2015《超声检查代替射线照相术的应用》、NB/T 47013.10-2015《承压设备无损检测 第10部分:衍射时差法超声检测》、GB/T 41115-2021《焊缝无损检测 超声检测 衍射时差技术(TOFD)的应用》、GB/T 41116-2021《焊缝无损检测 衍射时差技术(TOFD) 验收等级》等。
然而,ISO标准及GB标准更多表述的是技术本身。ISO 16828-2012和GB/T 23902-2021标准中,都提到了TOFD检测时的上下表面盲区、空间分辨力、定位误差等问题,但没有明确其对实际应用的影响程度及其补充措施。在ISO 10863-2020以及GB/T 41115-2021标准中,也只对焊缝检测时的通用工艺做了规定,并未详细明确各工艺条件下TOFD技术中检测能力不足的区域。
作为国内影响力较大的行业标准,NB/T 47013.10-2015标准中详细描述了TOFD检测所需达到的最小覆盖范围,即要求扫查面盲区及底面盲区均小于1 mm,当扫查面盲区不能达到上述要求时建议辅以超声脉冲反射法予以补充检测;同时,提出了盲区测试试块,用以判断扫查面盲区的真实范围,增加了TOFD检测方法的实用性及可操作性。但略有遗憾的是,NB/T 47013.10-2015标准中未对空间分辨力带来的影响做出进一步的规定。
TOFD技术空间分辨力及其影响
与扫查面盲区类似,空间分辨力的局限性主要源于信号的占宽,不同的是扫查面盲区源于直通波信号的占宽,而空间分辨力的局限性主要源于缺陷上端信号的占宽,空间分辨力限制的产生原理如图1所示。
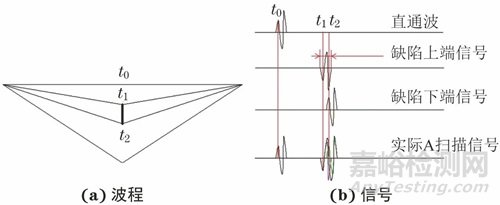
图1 空间分辨力限制的产生原理示意
t0,t1,t2分别为直通波、缺陷上端点、缺陷下端点信号出现时间
由图1可见,当缺陷下端信号对应的出现时间t2位于上端信号持续时间之内时,缺陷上端信号和下端信号将发生混叠,检测人员无法顺利分辨出缺陷的上下端,进而无法顺利对缺陷的高度进行分析。
由于TOFD检测不以缺陷波高作为缺陷大小评判的依据,准确地说,由于TOFD检测时的衍射波波幅与缺陷实际尺寸之间不存在相关性,故不能以缺陷波高作为缺陷大小评判的依据。所以,目前使用TOFD技术时,只能采用基于缺陷长度和缺陷自身高度的缺陷评定方法。
部分TOFD验收标准中的验收要求如表1所示,表中所列数据均为标准中对应的I级验收要求。以ISO 15626-2018标准中的1级验收标准为例,当焊缝母材厚度为15~50 mm时,如埋藏型缺陷的自身高度h3大于3 mm,则该缺陷应予以拒收;若缺陷自身高度h1小于1 mm,该缺陷可以不予考虑。我国NB/T 47013.10-2015标准中也有类似的表述及要求,但增加了累计长度的要求。这就意味着在检测区域内,应至少能够在需要关注的区域准确测量出自身高度大于1 mm的缺陷。换言之,在检测区域内的任何位置,都应能区分自身高度大于1 mm缺陷的上下端信号。否则,在分辨力不足的区域,虽然能发现缺陷,却无法对缺陷进行准确测量和判断,也就无法按照验收标准对该区域内缺陷进行评定及验收,从而导致出现无效检测区域。
表1 不同标准对缺陷自身高度的要求(mm)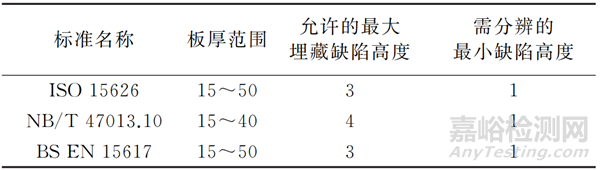
典型设置下的空间分辨力限制区域分析
由于TOFD图像在深度方向上与时间轴的非线性关系,TOFD检测时的空间分辨力也受到缺陷位置的影响。在探头中心距(PCS)相同的情况下,深度越大的位置,时间间隔相同的两个点之间对应的深度差越大。故TOFD检测时,在相同参数设置的情况下,越靠近上表面的区域,其空间分辨力越差;越靠近底面的位置,其空间分辨力越好。与扫查面盲区类似,在其他参数不变的情况下,减小PCS、增加探头频率有助于改善同一深度位置处的空间分辨力。GB/T 23902-2021标准中给出了空间分辨力的计算公式:

式中:tp为单个脉冲的持续时间;td为d深度位置声波的传播时间;S为探头中心距的一半;c为声速。
从式(1)可以看出,标准GB/T 23902-2021中定义的空间分辨力,要求两个衍射点的衍射信号完全分离。
一般情况下,按照探头信号为2个周期计算,要完全实现上下端信号的分离,即需要缺陷上下端信号接收时间差大于2个信号周期。现实条件下,考虑到时差较大的信号叠加后可能会导致信号周期数的明显增加,从经验上采取“数周期”的方法可在一定程度上辅助辨别信号的上下端位置,因此也可假定当缺陷上下端时差大于1个信号周期时,则可较为准确地识别缺陷的上下端信号。
为方便计算,对式(1)进行改造得出:

式中:当定义了S、c以及最小时差Δt时,Rd即为特定设置下d深度位置的空间分辨力;当d=0时,R0即为直通波产生的上表面盲区。
以厚度为21 mm焊缝的TOFD检测为例,按照NB/T 47013.10-2015标准及其推荐设置,可选择5 MHz,直径为6 mm的探头,60°纵波楔块,使主声束相交于2/3板厚处。此时S=PCS/2=24.2 mm,c=5.9 mm/μs。假设认为1个周期的时间差即可分辨缺陷上下端,则Δt=0.2 μs,此时可计算出不同工艺检测厚度为21 mm的焊缝时各深度处的空间分辨力,其结果如图2所示。
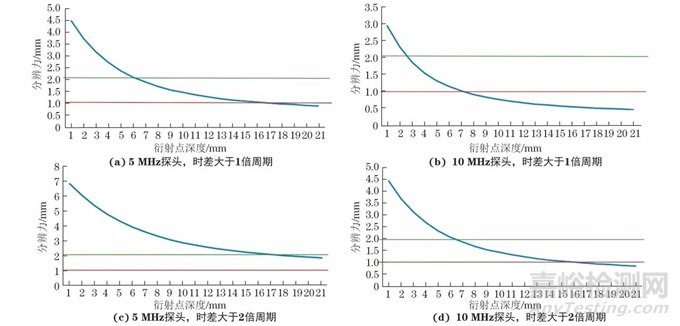
图2 不同工艺检测厚度为21 mm的焊缝时各深度处的空间分辨力
从图2中可以看出,如使用5 MHz的探头进行检测,当检测深度小于17 mm时,其空间分辨力均不足1 mm,当检测深度小于6.5 mm时,其空间分辨力不足2 mm。也就是说,对厚度为21 mm的焊缝试块进行检测时,在0~17 mm深度内,5 MHz探头对自身高度小于1 mm的缺陷无法实施有效测量,在0~6.5 mm深度内,对自身高度小于2 mm的缺陷无法实施有效测量。如使用10 MHz的探头进行检测,当检测深度大于6.5 mm时,才可达到1 mm的空间分辨力。
当定义2个周期以上的时差才可能分辨缺陷上下端时,即Δt=0.4 μs,空间分辨力还将成倍下降,其空间分辨力如图2c和d所示。
CIVA软件模拟验证
为验证理论分析结果的准确性,采用CIVA软件分别对该工艺条件下,不同临界埋藏深度及不同自身高度的缺陷进行了模拟检测,其中探头带宽设置为80%,信号持续时间为2个周期。模拟检测缺陷参数如表2所示,临界缺陷的CIVA仿真检测结果如图3所示。
表2 模拟检测缺陷参数(mm)
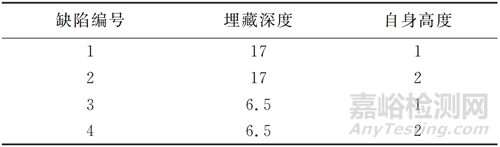
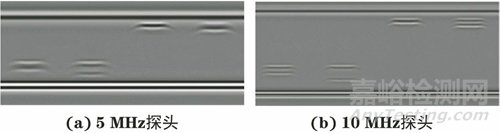
图3 临界缺陷的CIVA仿真检测结果
图3中从左到右依次为1~4号缺陷的显示,可以看出使用5 MHz探头时,很难分辨深度为6.5 mm、高度为1 mm缺陷的自身高度;当其深度增加到17 mm时,虽上下端信号未能完全分离,但勉强可以通过技术手段分辨其上下端信号。当使用10 MHz探头时,勉强可通过“数周期”的方法分析深度为6.5 mm、高度为1 mm缺陷的自身高度,但难度较大;当深度增加到17 mm时,可清晰分辨其自身高度。即仿真结果与理论分析结果表现出良好的一致性。
结 语
TOFD检测技术在应用过程中,除上下表面盲区会对检测造成较大影响外,空间分辨力也是一个较大的影响因素。在空间分辨力受限制的位置,虽能够实现缺陷信号的识别,但自身高度较小的缺陷上下端信号无法明显分离,故无法依据信号对缺陷进行准确定量及验收。在实际应用中,若不能明显区分上下端的缺陷,均按照自身高度小于1 mm的标准进行评定,将造成标准的严重误用,引起质量风险。
在使用TOFD技术时,应综合考虑直通波盲区以及近表面附近空间分辨力不足的区域。可通过将二者一并定义为“检测面检测受限深度范围”来划分TOFD技术的有效检测区域,从而更有针对性地制定TOFD检测时的补充检测方案。
作者:杨齐1,刘礼良1,曹海静1,2
工作单位:1.中国特种设备检测研究院
2.中特检检测科技(北京)有限公司
第一作者简介:杨齐,硕士,高级工程师,主要从事超声检测应用方面的研究工作。
来源:《无损检测》2024年4期

来源:无损检测NDT


