您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2024-11-04 08:46
公差设计一直是个热门的话题,源于大家在工作的过程中,会遇到形形色色的问题。譬如:供应商无法制造出满足公差要求的产品;产品装配之后,出现了“装配困难”的现象;图纸在发行之后,出现了后期调整公差的现象;产品满足公差,但是出现了试验没有通过的情况……诸如此类。
当遇到这些问题之后,可能大家会对研发有所抱怨,也想知道这个世界上是否有比较好的公差设计方法,来避免或者减少后期的一些问题,让问题在设计的早期尽可能地发现。这一篇文章,我们来谈一谈公差设计的几种方法。
方法一:类比法
所谓类比法,就是考虑所设计产品的使用要求,参照同类型产品的设计要求,进行设计。该方法被广大机械设计师采用,具备较多优点:
1.参照前人的设计,然后考虑新产品的要求进行优化,能够避免重复再犯很多前人犯过的错误,减少错误的成本。
2.通过类比法,可以快速地确定本行业的产品参照何种类型的公差精度,避免成本过高或者生产过程中出现问题。
3.能够减少大量的工作,包括尺寸公差的累积、干涉、间隙计算,关键尺寸的识别等,还能防止遗漏部分关键尺寸。
4.适合当今的快速开发的节拍,所考虑不周全的方面,也能在仿真分析,后续的试生产等环节中能够发现并进行优化和调整。
可能很多人对于类比法有些垢病的原因是,在开发周期和量产过程中出现了一些干涉配合的问题。但是我们应该明白,任何的公差设计方法,都无法保证万无一失,只有合适与不合适的情形。
当然,类比法也有缺点,例如:在知识没有得到很好传承的时候,可能很容易“知其然而不知所以然”,因此,我们可能会需要一些例如FMEA,控制计划等文件将知识传承下来,以避免新人上阵的时候,只会复制,而不懂得变通。
方法二:计算法
容差设计和尺寸链计算都是属于计算法的范畴。容差设计是根据顾客或者其它要求,对零件的公差进行分配,以满足既定的设计要求:间隙或者过盈。统计公差RSS法也是属于容差设计的范畴,但由于管控成本高,且在有其它替代方法的情况下,如调整公差,一般不会采用统计公差。尺寸链计算则可以通过反向的方式,来检查所分配的公差是否满足设计的目标。
计算法可用于装配的零件公差分配。相对来说,它是经过严密计算出来的公差,具备科学性,一般能够满足设计要求,而且为批量制造,自动化制造提供便利,零件满足互换性要求。即便是设计工程师和制造场地不在同一个地方,制造场地仍然可以独立的按照图纸进行施工并能够满足装配要求。在设计阶段,部分会采用计算方法,特别是顾客和内部高关注的地方,例如:顾客要求的间隙,可采用容差设计来分配公差,尺寸链来计算是否满足设计要求。
计算法目前采用的范围并不广泛,主要原因如下:
1.计算法一般用于装配过程,但实际的产品尺寸和公差不仅仅限于装配,还有一些独立的要求,例如:工作中经常使用的量规,量具,它们的公差和精度要求通常是由行业的特性来决定的;一些产品的外形尺寸,如:手机,电脑等产品,它的主要功能是外形轮廓的美观,舒适等。
2.计算法需要投入大量的时间和精力来进行,这对研发的工作量来说并不少。客观来说,它很难适应开发的进度,可能等公差计算做完,这个项目早就到SOP的时间点了,而其它工作如开模,供应商定点还没有开始。
3.计算法可能包含重复的计算工作。像查表法(IT等级)和类比法中,其实已经包括了一些已经完成的计算工作,它们的诞生本身就是为了减少工作量而确定的,特别是IT等级,它已经将计算的工作完成,方便机械设计师快速查阅和使用。
4.计算法不能脱离其它方法而独立工作。容差设计可以保证你的设计要求向下一层的零件传递,但是无论如何,最初始的要求却并非总是来自于上一层的传递。如果在零部件行业,很容易理解设计要求可以来自于上一级总成;但如果你是最终端产品的设计者,它的公差精度(+/-0.1?+/-0.01?+/-0.001)可能还是需要参考行业标准,公司其它产品的设计。尺寸链计算也可以计算出一个配合的最大最小过盈量,最大最小间隙量,但它永远无法判断这个间隙或者这个过盈是否会遭遇生产线工人的吐槽。它仍然需要参考同类型的设计,评审是否存在问题。
5.计算法也不能保证一定不会出现问题。特别是对于一些零件在装配后需要满足一些特定条件的使用,例如:机械运动,受到热胀冷缩和摩擦系数,装配变形等的影响,后期仍然会需要通过仿真分析、试生产等环节来进行分析,发现问题和改进问题。
方法三:查表法
选用公差等级就是解决零件使用要求与制造经济性的矛盾。机械设计工程师可以通过查表法来快速获得所需的公差等级(含精度),减少大量重复的计算工作。在《公差与配合》手册中,提供了较多具有参考价值的内容。

图3:IT等级及应用(1)
在图3中,可以看到,一些没有装配要求的产品,如量规,精密机械零件的尺寸,可以直接选用相对应的IT等级来定义公差等级(含精度)。
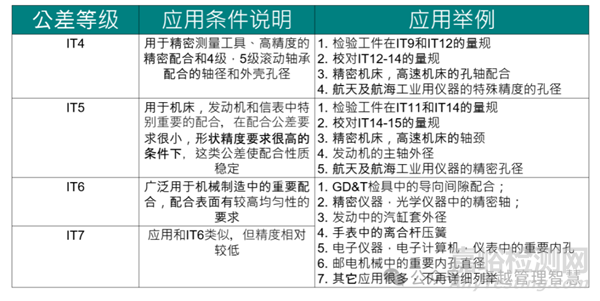
图4:IT等级及应用(2)
从图4中可以看到,当我们需要定义一些零件和装配要求的最初始输入时,除了用类比法参照相同产品的设计,也可以从IT等级中找到相对应的要求。
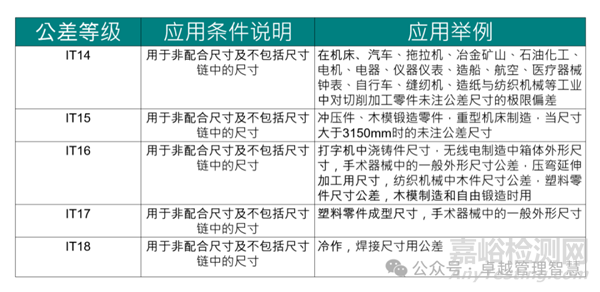
图5:IT等级及应用(3)
从图5中可以看到,在实际的产品应用中,有大量的非装配尺寸存在,可以使用未注公差,可以参考IT等级。
IT等级的作用远不止这些,它还提供了一些常用的配合可供选型。当你知道设计输入是一个间隙或者过盈配合,且能够将其量化的时候,就可以参照IT等级直接选用。
例如:Φ25孔轴配合,要求间隙为40-95μm,可以通过GB/T1801进行查表,能够很快找到H8/e7和E8/h7满足间隙要求(小于允许的最大间隙)。根据实际应用,优先选用基孔制(部分应用会优先选用基轴制),即孔轴的配合公差为Φ25 H8/e7。至于H8/e7是否满足产品的公差等级,可以参考图3-5中的IT等级和应用(备注:图3-5中没有列举IT8,需要另行去找《公差与配合》中的相关内容。)
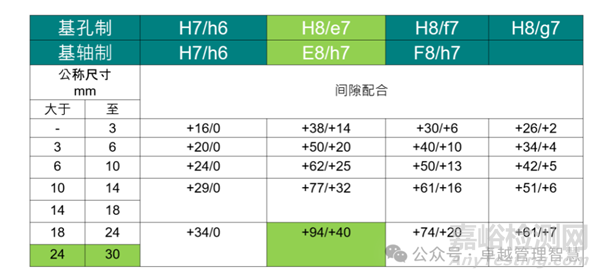
图6:GB/T1801优选、常用配合极限间隙或极限过盈
方法四:根据加工精度定义公差
容差设计中,可以将总体的设计要求,如间隙等往下一级零部件传递,特别是多个零件进行装配的时候,可以将总体的公差分配到每个零件的公差上去。如下图,总的要求是装配之后的公差在+/-0.2的范围之内,如果是4个零件进行装配,采用平均值的方法,则每个零件的公差为+/-0.05.
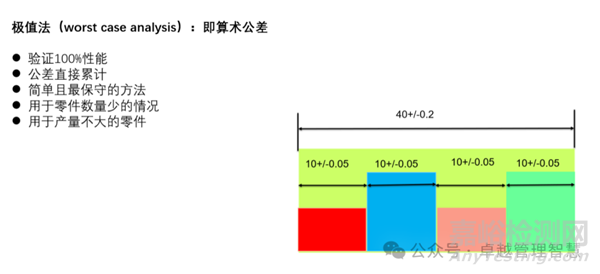
图7:极值法计算公差
但这种平均的方法也有弊端,它没有考虑零件的公称尺寸大小,以及设备加工精度所带来的成本问题。公称尺寸较大,则公差要宽;公称尺寸较小,则公差可以相对较小。一个100mm长的零件和10mm长的零件,不可能公差都是+/-0.1mm。
另外,不同的加工工艺,其所达到的精度也有所不同。我们假定其中一个零件是注塑件,另外一个零件是机加工件。很显然,机加工很容易达到+/-0.05mm甚至+/-0.03mm以内的公差。但注塑件要从+/-0.1mm达到+/-0.05以内,其成本要明显地上升,包括模具从普通模具升级到精密模具,注塑机台也必须由普通的油压机变成进口的电动注塑机。因此,在权衡成本的情况下,考虑设备的制造精度和公称尺寸的大小,注塑件可能会分配到+/-0.1的公差,而机加工则可能只有+/-0.03的公差。
同样的道理,某量具厂制造了一块量块,根据本文中的方法三,获得了量块的制造公差为240-0.0170/-0.0242。该量块需要使用海绵进行固定,并且采用不允许有松动的方式进行包装。该海棉显然不会采用和量块一样的尺寸精度,而是根据海绵的制造精度来定义公差,例如:240-0.1/-0.3。
方法五:产品目录里的零件(catalog零件)的公差设计
有一些行业,具备自己的特殊状况,产品在设计开发时,只有一些目标客户群体,以及确定的一些产品应用范围。它并没有具体针对哪个客户,因此在设计开发时,也不知道顾客的具体要求是什么。这些企业在开发完产品之后,会通过各种销售渠道到市场上售卖。同时,一些顾客也会在设计开发的时候,会根据企业的产品目录来进行选型。
在这种情况下,顾客与企业的关系并不紧密。甚至,产品已经采购使用多年了,两家公司并未真正的有过沟通和联系,多数是通过贸易商、代理商来沟通的。
我们会把这种零件叫做catalog零件,即产品目录里可以供选用的一些零件,它的规格参数,尺寸等均已经定好,不会随着顾客的要求而发生改变。一旦发生改变,就变更成为一个新的零件。常见的这一类型的零件有:芯片,钢材,树脂,连接器,电子元器件,阻尼,O型圈、磁铁等等。这些零件会在规格书上标注其相对应的参数,包括尺寸公差。而在标注这些参数及其公差的时候,会考虑的是,目标顾客的大致需求,行业的标准以及企业的制造能力,产品的竞争优势等。有时候,它们的公差还会标注的特别宽,以至于顾客在设计的时候,会带来一定的麻烦,例如:需要额外进行分组;兼顾它的公差要求而改变其它产品的公差,等等。
这样的案例其实很多,但又没有其它更好的选择。首先,这些catalog零件的价格便宜,而且质量有相当的保证,并具有一定的专利。其次,企业无法绕开这些颇具竞争力的零件,而从头开始,是因为需求量较小,没有企业愿意投入过高而缺少回报。
举一个O型圈的例子,由于密封的需求,通常会采用O型圈。O型圈是由橡胶制成的,而橡胶的质量也非常重要。很多O型圈的厂商,都会开发一些标准的O型圈,不仅价格便宜,而且质量有保证,很难找到替代品。但随即带来的问题是,O型圈的公差比较大,设计时在考虑压缩比的同时,只能压缩其它零件的公差,而不是O型圈的公差。
方法六:极具行业特点的公差设计
还有一些行业,其公差的规则和我们机械设计完全不一样,但我们的产品设计也离不开它们,例如:线缆。传统的机械零部件,是测量任意位置均落在公差范围之内,但是线缆不是。它是一个挤出工艺,产品的外形会随着重力的作用而发生变化,从横截面来看,它可能是扁的。那么,在测量的时候,直径小于25mm的线缆,是通过任意2个垂直90度的角度来测量直径,然后取其平均值;直径大于25mm的线缆,则是通过类似卷尺的测量工具,先测量其周长,再通过公式来获得直径。
在与线缆的装配工艺中,如果你想通过过盈配合来固定一条线缆,那么,后期导致的问题是,无论你的过盈里是多少,这根线缆可以在产品里滑动。因此,我们在生活中见到的线缆或者线束,绝大多数是通过模具,将线缆与其要配合的塑料件进行注塑,通过熔化的方式,将两者结合起来。

来源:Internet


