您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2017-09-26 10:23
Shore音译“肖”或“邵”,表示材料硬度的一种标准。由英国人肖尔(Albert F.Shore)首先提出。常见的邵氏硬度计有2种,也就是Shore-D和Shore-A,邵氏A为软橡胶硬度单位,邵氏D为硬橡胶单位,满值为100。一般邵氏硬度90A以下的材料以A来计量硬度,而高于90A的材料用D表来测量硬度,但他们两者之间没有换算关系。需要用不同的仪器来检测,A硬度计压针的形状是圆台形的,D硬度计压针的形状是圆锥形的。邵氏硬度A通常用来测量软塑料或橡胶,邵氏硬度D用来测量硬塑料或硫化橡胶。A表和D表硬度数值测试方法不同,通常是无法换算的,有种说法90A相当与45D左右,只是大概估算并无实际意义。
通常有客户询问需要100Shore-A的TPU,一般硬度在95 Shore-A以上的TPU材料,硬度不再以Shore-A表示,因为越接近硬度计可测的硬度值极限,所测的值误差越大,这也是Shore硬度分为A和D两个等级的原因。当你拿Shore-A硬度计来测木板、水泥地、钢板,你得出的硬度都是100Shore-A。但实际上大家都知道上述材料的硬度差别是很大的。所以当TPU的硬度超出95A的话,通常用Shore-D硬度计来测,所得出的硬度值较为正确。
附:其他特殊的硬度表示方式:
1.邵氏硬度C.主要用于测量硬度低于邵氏硬度A0度以下的超软材料,一些吸油性好的热塑性橡胶改性材料TPR,TPE就可以做到邵氏硬度A0以下硬度。
2.邵氏硬度W.729的邵氏硬度W:主要用于测定含有发泡剂制成的橡胶、塑料微孔材料硬度.
3.PVC软胶硬度P.P是PHR的缩写,P的数值指的是PVC中增塑剂的百分含量。一般增塑剂含量越高,则PVC软胶的硬度越低。
使用说明书:
邵氏硬度、GB2411-1980塑料邵氏硬度试验方法.(与ISO规定相同)
硬度是指材料抵抗其它硬物压入其表面的能力,硬度的大小是表示材料软硬程度的有条件的定量反映. 邵氏(邵尔,SHORE)硬度,是表示硬度等级的一种方法, (邵氏硬度适用于塑料和橡胶硬度的测量)。
GB2411-1980塑料邵氏硬度试验方法是使用邵氏硬度计,将规定形状的压针,在标准的弹簧压力下压入试样,把压针压入试样的深度转换为硬度值来表示塑料的邵氏硬度。
邵氏硬度分为邵氏A和邵氏D,邵氏A适用于较软的塑料,邵氏D适用于较硬的塑料.(本方法不适用于泡沫塑料)。
1.试样
1).试样厚度均匀,表面光滑、平整、无气泡、无机械损伤及杂物。
2).用A型硬度计测定硬度,试样厚度应不小于5mm.用D型硬度计测定硬度,试样厚度不应小于3mm.(产品另有规定除外).注:试样允许用两层,最多不能超过三层叠合成所需厚度,并保证各层之间接触良好。
3).试样大小应保证每个测量点与试样边缘距离不小于12mm.,各测量点之间的距不小于6mm.(注:可以加工成50X50mm的正方形或其它形状的试样)。
4).每组试样测量点数不少于5个,可在一个或几个试样上进行。
2.试验设备
5).本试验必须用A型或D型邵氏硬度计。
6).硬度计主要由读数度盘、压针、下压板及对压针施加压力的弹簧组成.压针的尺寸及精度应符合下图要求。
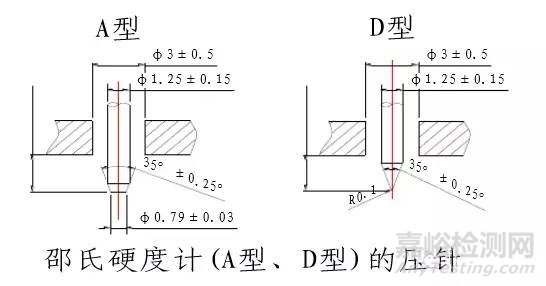
邵氏硬度计(A型、D型)的压针
(1).读数度盘:为100分度,每一个分度为一个邵氏硬度值.当压针端部与下压板处同一水平面时,即压针无伸出,硬度计度盘应指示“100”.当压针端部距离下压板2.5±0.04 mm时,即压板完全伸出,硬度计度盘应指示“0”.
(2).弹簧力:压力弹簧对压针所施加的力应与压针伸出压板位移量有恒定的线性关系.其大小与硬度计指针所指刻度的关系如下式所示:
A型硬度计: FA567.66HA(克力)或FA54975.12HA(毫牛顿)
D型硬度计: FD45.36HD(克力)或FD444.83HD(毫牛顿 式中: FA和FD分别为弹簧施加于A型和D型硬度计压针上的力(克力)和(毫牛顿).
HA和HD分别为A型和D型硬度计的读数。
(3).下压板:为硬度计与试样接触的平面,它应有直径不小于12mm的表面.在进行硬度测量时,该平面对试样施加规定的压力,并与试样均匀接触。
7).测定架:应备有固定硬度计的支架、试验平台(其表面应平整光滑)和加载重锤.试验时硬度计安装在支架上,并沿压针轴线方向加上规定重量的重锤,使硬度计下压板对试样有规定的压力.对于邵氏A为1公斤力,邵氏D为5公斤力。
8).硬度计的测定范围为20~90之间.当试样用A型硬度计测量硬度值大于90时,改用邵氏D型硬度计测量硬度.用D型硬度计测量硬度值低于20时,改用A型硬度计。
9).硬度计的校准:在使用过程中压针的形状和弹簧的性能都会发生变化,因此对硬度计的弹簧压力,压针伸出最大值及压针形状和尺寸应定期检查校准.推荐使用邵氏硬度计检定仪校准弹簧力.压针弹簧力的检定误差,A型硬度计要求偏差在±0.4克之内,D型硬度计偏差在±0.2克之内.(如无邵氏硬度计检定仪,也可用天平来校准,方法略)。
3.试验步骤
10).按GB1039-79《塑料力学性能试验方法总则》中第2、3、4条规定调节试验环境并检查和处理试样.对于硬度和湿度无关的材料试验前,试样应在试验环境中至少放置1小时。
11).将硬度计垂直安装在硬度计支架上,用厚度均匀的玻璃片平放在试样平台上,在相应的重锤作用下使硬度计下压板与玻璃片完全接触,此时读数盘指针应指示“100”.当指针完全离开玻璃片时,指针应指示“0”.允许偏差最大为±1个邵氏硬度值。
12).把试样置于测定架的试样平台上,使压针头离试样边缘至少12mm,平稳而无冲击地使硬度计在规定重锤的作用下压在试样上,从下压板与试样完全接触15秒后立即读数.如果规定要瞬时读数,则在下压板与试样完全接触后1秒钟内读数。
13).在试样上相隔6mm以上的不同点处测量硬度五次.取其算术平均值。
注:如果试验结果表明,不用硬度计支架和重锤也能得到重复性较好的结果,也可以用手压紧硬度计直接在试样上测量硬度。
4.结果的计算与表示
A和邵氏D的硬度。
14).读数盘上得到的读数即为所测定的邵氏硬度值.用符号 HA或HD分别表示邵氏A和邵氏D的硬度。
例如:用邵氏硬度计测得硬度值为50,则表示为 HA50。
15).试验结果以一组试样的算术平均值表示. 若有要求时,按下式计算表准偏差。
试中: X-为单个测定值
X-为一组试样的算术平均值
n-测定个数
标注示例:邵氏硬度HA50; 邵氏硬度H D80;
5.试验报告
16).试验报告应包括下列项目:
(1).材料名称、规格、来源及制造厂家
(2).试样的制备方法
(4).试样的尺寸
(5).试验温度、湿度及预处理时间
(6).硬度计型号,A型或D型
(7).邵氏硬度的算术平均值
(8).试验日期、试验人员
6.邵氏硬度计检定规程(略);规定每半年检定一次
补充和应用参考:
1.邵氏硬度试验的基本原理是将一定形状和硬度的压针如上图所示,在试验压力下压入试样表面,当压足平面与试样表面紧密贴合时,测量压针相对于压足平面的伸出长度,邵氏硬度在数值上按下式计算:
HD=100—L/0.025 HA=100—L/0.025 L——为压针伸出长度mm
如: 压针伸出长度最大时2.5mm; HD=100—2.5 /0.025= HD0;
压针伸出长度2 mm; HD=100—2 /0.025=100—80= HD20;
压针伸出长度0 mm; HD=100—02 /0.025= HD100 ;
2.应用:设计时应根据零件用途及主要功能确定并选用合适的邵氏硬度和硬度值。
例如: 作为弹性件、缓冲件、玻璃保护件(这三类多数为橡胶件);和需要一定柔性或需折叠、折弯等橡胶或塑料零。
件一般选用邵氏硬度HA;范围在HA 20~90;如硅橡胶一般较大硬度为HA 60。
用作结构件、梁、支架、盒、盖、罩、本体、扣件等零件(多为塑料件);磨擦轮、支承垫(脚)等(多为硫化橡
胶或热塑性橡胶等硬橡胶、也有塑料)应选用邵氏硬度HD.范围在HD 20~100。
注: 应用时应注意标准中第8)条内容。

来源:AnyTesting


